How to Identify the Right Threaded Connection
However, if you choose the wrong type of thread, it can impair the sealing ability of the connection. This can lead to system damage, leakage, and potentially device failure, all of which cause more downtime and costly repairs or replacement parts.
Maintenance technicians and engineers can avoid these issues by using the fast, proven method of thread identification presented in this blog.
What is the Purpose of a Threaded Connection?
Parallel, non-tapered threads are generally the recommended thread type for hydraulic systems. All parallel threads are meant to do is pull metal pieces together to allow the sealing mechanisms to work. The actual sealing mechanism is typically an O-ring, metal on metal compression, an elastomeric seal, a bonded seal (washer with a gasket attached to it), or a gasket (mostly in flanged threaded connections).
However, in certain thread types, such as National/British pipe taper threads, the thread can act as part of the sealing mechanism by screwing the metal in so hard that it deforms and seals the connection. The NFPA denounces tapered threads, though they are often still used for the sake of convenience.

What are the Problems with Misidentifying a Connection Type?
The trouble with identifying thread types can lead to wasted time as operators struggle to get the right thread. This leads to increased downtime and lost profit.
However, the situation quickly gets even worse if you choose the wrong type of thread. Unfortunately, visual inspections alone are not always enough to see if a connection type is wrong.
When trying to mate two non-similar thread types, the threads can bind up because the pitch or the diameters are off. The threads will either not match up properly, or you could risk forcing them together, which would bind them together and not allow the sealing mechanism to compress.
What makes things even more confusing is that even matching up thread sizes is not a guarantee that your connection is correct. For example, SAE O-ring Boss and JIC fittings use the same sizes of thread, but the sealing mechanism is different. An operator can screw the threads together and think everything is fine, only to find out later when something goes wrong that it was never sealed. You can also ruin the connection if you cross threads, even with the same thread size.
All of these problems can lead to leaks, contamination, and device failure. Fortunately, you significantly mitigate the chance of these issues if you can identify the correct connection, to begin with.
What are the Main Types of Threaded Connections?
While many different types of threaded connections exist, operators and maintenance technicians can streamline their work by focusing on the connections most commonly seen in hydraulic systems. These types of connections include:
- American Connections
- NPTF, NPSM, SAE O-Ring Boss, O-ring Face Seal, and JIC
- Metric
- Metric Compression, Metric O-Ring Boss, Metric Taper
- British
- BSPP, BSPT
- Japanese
- JIS
Uncommon Connection Types
There are many uncommon connection types that are used throughout the hydraulic industry. Here are just a few examples. Although they are used less and less nowadays, certain older equipment may utilize Whitworth thread types, similar to British standard pipe threads. If you are working on military-grade systems or other highly regulated equipment, you may see the AN thread type, which is a variation of JIC used by the military.

How to Identify the Right Threaded Connection
If you know what to look for and the steps to take, identifying which type of threaded connection you need can be a rather efficient process. Here’s how to quickly identify the right type of threaded fittings:
Visually Identify the Sealing Mechanism
Looking at the connection type is the first step to any inspection. This will point you in the right direction and narrow down your options, crossing out options that are noticeably different. In some cases, the seal will be so unique that you only have one option.
- Is it a cone-shaped seal? – JIC, SAE 45, NPSM, BSPP, JIS, Metric Compression, Komatsu, Metric Ball Seat
- Is there an O-ring? – O-ring Face Seal, SAE O-ring Boss, Code 61 & Code 62 4 Bolt Flange, Metric O-Ring Boss, BSPP
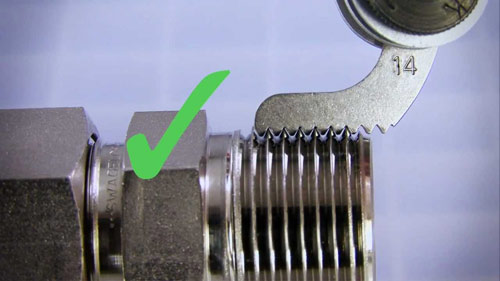
- Is the thread tapered? – NPT, BSPT, or Metric Taper
Measure and Compare
Typically, you will have a quite few different options based on your visual inspection. Finding the right connection then becomes a matter of comparing the designs of each type of connection to the part itself. Taking measurements of inner and outer diameters, threads, and angles, and then comparing those values with the data on the applicable charts (Thread Identification Chart), will help to validate this process.
Select the Right Thread Size
For every connection size, there will be a unique thread size associated with it. The size of the connection is the port size – you need a thread size larger than the port size to accommodate the connection.
As an example, a 3/4″ JIC connection port size has a 1-1/16″ outside diameter thread. Engineering drawings often make the mistake of specifying a thread size and confusing it with the port size – this will not work. Our recommendation is to call out the connection size and if necessary for QC to make a note about thread size. In other words, call the connection a 3/4″ JIC, and if you need to, declare the threads as being 1-1/16″ threads.

TCH: Hose and Fittings for Any Industrial Application
Want to ensure your threaded connection is the right one? As dedicated hosers, the experts at TCH can ensure that you get the best fittings for all of your industrial and hydraulic hose application requirements.
No operation is too complex. Contact the Hose Pros at TCH today for help with all of your hose and fitting needs.
TCH Industries
Our focus and obsession is the distribution and fabrication of hose for industry and hose related products. Founded nearly 40 years ago, we are proudly owned and operated by the same family. Our manufacturing partners are some of the biggest and best names: Eaton, Parker, Dixon Valve, Hose Master, Brennen, Hannay Reels, and many others.
In short, we are a customer-centric hose company filled with happy professionals who can help you meet all your hose related needs. If you have any questions, please reach out to us by filling out the form below!

 The term metal hose refers to a hose where all components of the flexible portion of an assembly are stainless steel or any kind of corrosion-resistant metal. Similar to how we broke down
The term metal hose refers to a hose where all components of the flexible portion of an assembly are stainless steel or any kind of corrosion-resistant metal. Similar to how we broke down 




 Secondly, particularly in fixing a hydraulic hose, it’s necessary to have the proper crimp spec. The crimp fitting is designed to meet
Secondly, particularly in fixing a hydraulic hose, it’s necessary to have the proper crimp spec. The crimp fitting is designed to meet  Often hoses will incur damage from impacts, such as a tractor running over the hose, a falling rock, or other impact types. The easiest way to deal with that kind of damage is by cutting and mending the hose. There are two ways to cut and mend a high-pressure or hydraulic hose.
Often hoses will incur damage from impacts, such as a tractor running over the hose, a falling rock, or other impact types. The easiest way to deal with that kind of damage is by cutting and mending the hose. There are two ways to cut and mend a high-pressure or hydraulic hose. Situations, where you have to get your hose repaired right away, are common. Maybe your equipment has stopped right in the middle of a production run or during a harvest, and you can’t wait until the delivery of a new part. We understand. If it’s urgent, we find a way.
Situations, where you have to get your hose repaired right away, are common. Maybe your equipment has stopped right in the middle of a production run or during a harvest, and you can’t wait until the delivery of a new part. We understand. If it’s urgent, we find a way. Industrial hoses and hydraulic hoses are designed for long-term use, and in many instances, replacement is a better option than fixing a hose. Hydraulic hose repair can extend the lifetime of a hose, get you out of a bind when something breaks down on a job site, or save a bit of money. Whatever the need,
Industrial hoses and hydraulic hoses are designed for long-term use, and in many instances, replacement is a better option than fixing a hose. Hydraulic hose repair can extend the lifetime of a hose, get you out of a bind when something breaks down on a job site, or save a bit of money. Whatever the need,